|
TW
|
English
微小孔徑陶瓷噴嘴
微小孔徑陶瓷噴嘴
陶瓷吸嘴具有吸和噴的特性,因孔微小也可稱為毛細管.Sucking nozzle主要用於元件的搬運和定位。在「pick and place」過程中,吸嘴能夠有效地抓取和放置電子元件。
Spraying nozzle常用於噴射噴嘴(jetting nozzle)和分配噴嘴(dispensing nozzle),在移動的基材上高速分配膠黏劑或其他材料,確保每個元件的準確性和一致性。
噴射噴嘴(jetting nozzle)應用範圍非常廣泛,如清洗設備、噴塗工藝、冷卻系統和化學處理等。其設計和用途可分為以下幾類:
圓形噴嘴:通常用於需要集中噴射的場合。
扁平噴嘴:適合於需要擴散噴射的應用。
可調噴嘴:提供了靈活性,可以根據需求調整噴射角度和流量。
分配噴嘴(dispensing nozzle)主要用於精確地將液體或膏狀物質分配到特定位置。這些噴嘴廣泛應用於電子、醫療、食品包裝等行業,能夠提高生產效率和產品質量。其設計和用途可分為以下幾類:
圓形噴嘴:適合於均勻分配液體,常用於塗料和膠水的應用。
扁平噴嘴:用於需要寬幅分配的場合,如食品包裝中的醬料分配。
微量噴嘴:專為精確控制小劑量液體而設計,常見於電子元件的膠水的應用。

關於陶瓷材料(更多)
氧化鋁和氧化鋯是製造陶瓷噴嘴的兩種主要材料,各自具有不同的機械強度和注塑成型特性。
氧化鋁的彎曲強度為350 MPa
能夠通過陶瓷注射成型(CIM)技術製作出複雜形狀的零件,並且在成型過程中能夠保持高精度。
氧化鋯的彎曲強度為1000 MPa(更多)
在機械強度方面表現得更為優越, 陶瓷注射成型(CIM)為最佳。氧化鋯的抗彎強度和韌性通常高於氧化鋁,這使得它在承受衝擊和高負荷的情況下更具優勢。
關於規格及公差
孔的型狀用CIM模具達到圓形、方形、扁型或多孔型且孔的公差為+/-0.01。
通常單獨的圓孔可以用線研磨來提高孔的精度,同心度0.005mm。
氧化鋁小孔為0.022~0.60mm,公差+/-0.002mm。
氧化鋯最小孔為0.080~0.60mm,公差+/-0.003mm。
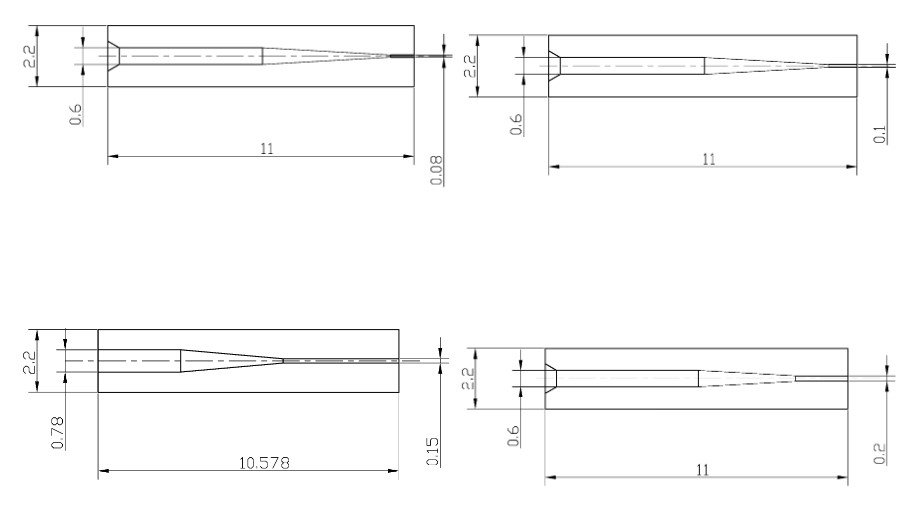
微小孔徑陶瓷噴嘴尺寸及加工
Mark B 可依應用要求設計及加工,可分為錐型、管型、針錐型、錐型+V溝、錐型+錐孔.......。
Mark A 可依要求設計尺寸及加工,可依內流道選用陶瓷規格,依陶瓷規格加工至要求尺寸,每款規格陶瓷A孔徑尺寸(ID)尚可擴孔線研磨加工0.2mm或更大。
Mark A 可依要求設計尺寸及加工,可依內流道選用陶瓷規格,依陶瓷規格加工至要求尺寸,每款規格陶瓷A孔徑尺寸(ID)尚可擴孔線研磨加工0.2mm或更大。

孔形狀及量測
為了提升產品質量及要求X-ray是不可或缺的量測設備,主要是利用X光作為一種高能量的電磁輻射,具有穿透性強、尺寸量測和分析物體結構等特性。透過X-ray技術,可以清楚地顯示材料內部的結構和缺陷,有助於品質控制和產品分析。X-ray的量測功能還包括定性和定量分析,可以幫助找出材料中的問題並提供解決方案。透過X-ray的量測功能,可以提高製程的效率和產品的品質。(更多)
組合陶瓷膠針
可製作不同A孔徑尺寸(ID)的陶瓷膠針,公差精度最高可0.003mm, 亦可用陶瓷規格產品或再加工A內徑尺寸(ID)。
連接頭依可據客戶需求設計及加工, 材質以不銹鋼、PEEK或陶瓷為主。(更多)
連接頭依可據客戶需求設計及加工, 材質以不銹鋼、PEEK或陶瓷為主。(更多)